Производство блоков керамических. Технология производства керамоблоков
- Производство блоков керамических. Технология производства керамоблоков
- Производство блоков фбс. Технология изготовления
- Производство блоков из арболита. Что представляет собой материал
- Производство блоков из опилок и цемента. Арболитовые блоки из смеси опилок и цемента
- Производство блоков бизнес. Бизнес на изготовлении керамзитоблоков
- Производство блоков в домашних условиях. Руководство по изготовлению шлакоблоков своими силами
- Видео porotherm: производство керамических блоков ч.2
Производство блоков керамических. Технология производства керамоблоков

Предприятия, предназначенные для производства керамических блоков, строят вблизи богатых поверхностных залежей одного из видов легкоплавкой глины
Предприятия, предназначенные для производства керамических блоков, строят вблизи богатых поверхностных залежей одного из видов легкоплавкой глины, так как этот компонент основной в производстве с точки зрения объемного присутствия в керамике и функций вяжущего вещества. Производственный процесс начинается с добычи сырья и подвоза его на предприятие.
Добытая глина, часто включающая твердые породы, тщательно измельчается до состояния мельчайших частиц, после чего смешивается с поризатором, в качестве которого преимущественно используются мелкие отходы деревообработки. Выгорающие при обжиге поризаторы, оставляют в керамике воздушные ячейки, повышающие ее теплоизоляционные качества и снижающие удельный вес. Чем больше таких ячеек, тем ниже коэффициент теплопроводности и прочность материала, поэтому производители стараются найти золотую середину в процентном содержании опилок в исходном веществе, чтобы не снизить прочностные характеристики ниже регламентированной нормы.
Смешанная с опилками измельченная глина (шихта) увлажняется до предусмотренной технологией консистенции, и масса подается в вакуумную камеру, где из смеси максимально удаляется воздух. Далее шихта попадает в экструдер, где под давлением прессуется сквозь специальную решетку (фильеру), образуя сплошной формованный тяж. Пройдя через фильеру, глинистая масса принимает форму будущих блоков с внутренними перегородками и пустотами, боковыми пазами и гребнями. Отформованный тяж подается к ножу-гильотине (стальная струна), который нарезает заготовки блоков необходимых размеров. В таком виде будущая керамика попадает в сушильную камеру, где при плавно повышающейся до 110˚С температуре подсушивается и отвердевает.

Последний этап производства – керамизация (обжиг)
Последний этап производства – керамизация (обжиг), происходит в туннельных печах, где создают температуру около 1000˚С при помощи газовых факельных горелок. В процессе обжига древесные опилки сгорают, оставляя после себя поры, формирующие однородную ячеистую структуру керамики.
Прошедшим обжиг керамоблокам дают остыть, после чего выкладывают на поддоны и упаковывают пленкой. Блоки премиум-класса перед упаковкой шлифуются, при этом кладочная поверхность доводится до идеального состояния. Технологические пустоты некоторых блоков заполняются минеральной ватой, что улучшает звукоизоляционные характеристики и при кладке препятствует попаданию клея внутрь стройматериала.
Производство блоков фбс. Технология изготовления
Блоки ФБС изготавливают строго в соответствии с ГОСТом на специализированных предприятиях из:
- тяжелого бетона со средней плотностью 2400 кг/м³;
- керамзитобетона (1800 кг/м³);
- Перед заливкой бетона все стенки смазывают специальным составом (для предотвращения прилипания раствора к форме).
- Затем эту емкость заполняют готовым раствором.
- Далее при помощи погружных вибраторов бетон уплотняют.
- В еще не застывший раствор устанавливают металлические транспортировочные петли.
- После того, как бетон наберет первичную прочность, форму разбирают и оставляют изготовленный блок для окончательной просушки.
Для первых двух материалов нормируемый класс по прочности на сжатие составляет В7,5, для последнего — В15. При изготовлении используют цемент марки не ниже М100 (многие производители предпочитают М200).
Для изготовления блоков ФБС используют специальные разборные металлические формы.

Технологический процесс выглядит следующим образом:
Для информации! При изготовлении блоков ФБС не применяют внутреннее армирование. Отсюда и название: сплошной, то есть блок состоит из монолитного бетона без усиления дополнительными металлическими элементами.
Современные технологии позволяют ускорить производство блоков ФБС без потери качества и надежности выпускаемых изделий. В настоящее время на специализированных предприятиях применяют автоматизированные универсальные установки по формовке и виброуплотнению блоков. Для изготовления блоков используют специальный (так называемый полусухой) бетонный раствор (на основе цемента М200).

Производство блоков из арболита. Что представляет собой материал
Арболит применяется в строительстве уже довольно давно. Требования к материалу установлены в ГОСТ 19222*84.
Для производства арболита используется вяжущая (цементное) составляющая, органическое наполнители и добавки для регулировки характеристик. Материал применяется для строительства сооружений разного назначения.

Арболит (древоблок)
Состав смеси (содержание цемента, воды и химических присадок) для изготовления материала может варьироваться в зависимости от вида и фракции органики.
В соответствии с действующим стандартом производителями выпускается два вида арболита.
Таблица. Виды материала.
Сфера применения конструкционного арболита — возведение стен невысоких (2, 3 этажа) и перегородок, устройства перемычек над проемами и армопояса. Теплоизоляционный материал нужен для теплоизоляции стен и перекрытий, а также защиты от шума. Возведение несущих конструкций из изделий, изготовленных из арболита, имеющего плотность ниже 500 кг/м, запрещено.
При повышении плотности снижается теплоизоляционная эффективность.
Вид арболита и характеристика
Относительная влажность внутри построек из арболита не должна превышать 60%. Также не допускается наличие агрессивной газовой среды.
При обеспечении защиты конструкций из арболита (в соответствии со строительными нормами) от коррозии ограничения, касающиеся окружающей среды, могут быть сняты.
Из арболита производятся блоки, которые наиболее востребованы у потребителя, и панели (они в основном используются для утепления полов).

Стеновые арболитовые панели
Какими характеристиками обладают блоки из арболита?
Коэффициент теплопроводности материала в зависимости от органического наполнителя может составлять:
- 0,08…0,17 Вт/(м×°С) — для изделий с древесиной в составе;
- 0,07…0,12 Вт/(м×°С) — для изделий с остальными видами наполнителя.
Такая теплоизоляционная способность материала позволяет стене толщиной всего в 30 см настолько же эффективно противостоять проникновению холода, что и метровой кирпичной.
При отгрузке потребителю арболит не должен иметь влажность, превышающую 25%.
Морозостойкость материала может быть F 25 или F 50. По стойкости к биологическим поражениям он относится к V группе. Арболит может выдерживать воздействие огня до 90 минут.
Сравнение арболита с другими материалами
Арболитовые блоки могут быть армированными. При этом используются сварные сетки или стержневая сталь с покрытием, защищающим от коррозии. Толщина слоя бетона до арматуры не должна быть меньше 1,5 см. Также в арболит могут быть установлены закладные детали.

Производство блоков из опилок и цемента. Арболитовые блоки из смеси опилок и цемента
Опилкобетонные и арболитовые блоки – это легкий строительный материал, обладающий хорошими теплоизоляционными характеристиками. Их используют для возведения частных домов, хозяйственных построек и ограждений. Опилкобетон и арболит можно купить готовым или сделать своими руками. Для изготовления понадобятся те же компоненты, что и для стандартных бетонных блоков, но с добавлением опилок или щепы. Они могут быть как конструкционными, так и теплоизоляционными.

Состав и характеристики
Для блоков опилкобетона понадобится цемент, опилок, песок, негашеная известь и вода. Портландцемент берется марки не ниже М300. Опилки лучше использовать хвойных пород, так как они меньше подвержены гниению. Если же старые или получены из другой древесины, то их необходимо подготовить. Обработать антисептическими средствами, например, раствором хлорида кальция, и высушить.
Плотность блоков из опилок и цемента зависит от пропорций компонентов. Чем больше портландцемента, тем прочнее материал, но тем хуже теплоизоляционные свойства. При этом увеличивается устойчивость к низким температурам, влаге и уменьшается вероятность возникновения коррозии в армированных блоках.
Если всыпать больше опилок, арболитовые блоки будет лучше удерживать тепло, но применять его для строительства несущих конструкций нельзя. Из-за малого количества цемента в составе он будет иметь слабую прочность. Поэтому его можно использовать только в качестве теплоизоляции готового сооружения. При этом для кладки не потребуется обустройство дополнительного фундамента, так как он имеет легкий вес.
Блоки из смеси цемента и древесных опилок применяют для строительства несущих и внутренних стен зданий, ограждающих конструкций, для реконструкции уже отстроенных сооружений, а также для утепления домов и подвальных помещений.
Производство блоков бизнес. Бизнес на изготовлении керамзитоблоков
Для изготовления подойдет даже неподготовленная открытая площадка с ровным полом. Но лучше все-таки отапливаемое помещение с хорошей системой вентиляции. Основное требование - наличие бытовой электросети (220В). Понадобится так же площадка для просушивания и хранения готовой продукции.
Экономный вариант оборудования для производства керамзитобетонных блоков (цена):
- бетономешалка 98 тысяч рублей;
- вибростанок для изготовления блоков - 35,4 тысячи рублей;
- формы (комплект) - 50,2 тысяч рублей.
Итого: 183,6 тысячи рублей.
Готовая линия по производству керамзитобетонных блоков:
- бетономешалка;
- вибропресс;
- эстакада установочная;
- формы и оснастка к ним.
Стоит такая линия более миллиона рублей. Необходимо помещение с площадью 120 м2 и потолками 5 м.
Обслуживать это оборудование может один человек.
Но одного оборудования недостаточно. К его стоимости необходимо причислить цену доставки и установки, расходы на регистрацию предприятия (открытие банковского счета, оформление и регистрация в Налоговой инспекции и др.). На все это потребуется не менее 100 тысяч рублей. Кроме того, следует учесть, что после начала работы средства понадобятся на арендную плату, плату за электроэнергию и воду, зарплату (если планируется нанимать работника). Это значит, что для того, чтобы начать производить керамзитобетон, потребуется полмиллиона (при экономичном варианте) или 1,2 миллиона рублей .
Бизнес план
Себестоимость керамзитобетонного блока состоит из стоимости цемента, песка, керамзита, затрат на заработную плату, электроэнергию, воду и доставку материала покупателю.
Объем стандартного полнотелого керамзитобетонного «кирпича» 390*190*190 мм - 14 литров (0,014 м3). Пустоты занимают в нем примерно 25-30%, это значит, что в блоке 10 или 11 литров. На изготовление одого «кирпича» требуется:
- цемента марки 400 - 1,25 кг за 5,5 рублей, если мешок стоит 220 р.;
- песка - 5 литров (0,005 м3) за 3,4 рубля, если автомашина 7 м3 стоит 400 рублей (цена зависит от региона);
- керамзита - 5 литров (0,005 м3) за 5,5 рублей, если цена кубометра 1100 р.
Стоимость воды небольшая, можно ее не учитывать. Это значит, что сырье для одного блока стоит 14,40 р. , плюс расходы на электроэнергию.
В одном кубометре 72 керамобетонных «кирпичей» стандартного размера. Пропорции на 1м3 керамзитобетона - 90 кг цемента, 0,36 м3 песка и 0,36 м3 керамзита. Себестоимость 1 м3 керамогбетона - 1036,80 р., плюс расходы на электроэнергию и воду .
Но следует учитывать, что это усредненный показатель. В расчет себестоимости необходимо внести коррективы в зависимости от марки прочности производимого керамобетона и его вида (полнотелый, 2-х и 4-х щелевой, термоблок, перегородочный). Цена керамзитобетонных блоков формируется именно исходя из этих показателей.
Самые дорогие - прочные «кирпичи» небольшого размера. Разброс цен получается значительный: кубометр полнотелого материала М50 для возведения стен стоит 3-4 тысячи рублей, М100 - от 6-и тысяч рублей, кубометр пустотного материала - от 4-х тысяч рублей.
В подобной ситуации рассчитать доход и окупаемость достаточно сложно. Но очевидно, что заработать на таком производстве можно. Минимальный доход от продажи одного кубометра - почти 2 тысячи рублей .
Некоторые владельцы частных домов и дач изготавливают керамзитобетонные блоки своими руками, особенно, если необходимо построить гараж или другие хозпостройки. Ничего сложного в этом нет. Нужно только сделать несколько разъемных деревянных ящиков и обить их изнутри жестью. Смесь можно приготовить вручную и разложить в формы. Через сутки материал вынимается из форм и сушится на открытом воздухе в течении месяца.
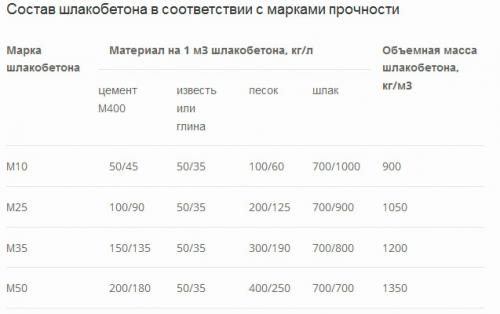
Производство блоков в домашних условиях. Руководство по изготовлению шлакоблоков своими силами
Шлакобетон заслужил широкую популярность в строительстве по следующим причинам: имеет отличные тепло- и звукоизоляционные свойства, значительно ускоряет постройку, его можно изготовить в домашних условиях. Если вы решили сделать шлакоблок самостоятельно, то вам понадобится рецепт, чертеж станка (для автоматизации производства) и подробная инструкция.

Шлакобетонный блок представляет собой прямоугольный параллелепипед размером 390х190х188 мм и 3-мя небольшими отверстиями. Но главное для качественного стройматериала — ингредиенты, из которых он состоит. Для того чтобы создать прочный шлакоблок своими руками, вам понадобятся:
- крупный песок;
- доменный шлак;
- цемент М400 или выше;
- вибропресс.
Стоит отметить, что шлак является идеальным наполнителем для блоков. Однако в последнее время его выработка значительно снизилась, поэтому его можно заменить керамзитобетоном. В таком случае изготовление шлакоблоков обойдётся гораздо дороже.
Но даже если вы используете все вышеуказанные ингредиенты, качество строительного материала может оказаться довольно низким. Дело в том, что для шлакоблока главное — правильная геометрическая форма. Чем серьезнее будут отклонения от стандартов, тем больше средств потратится на строительство.
Форма для шлакоблоков
Для ее изготовления в домашних условиях лучше всего использовать стальной лист толщиной 3-4 мм. Длина формы составляет 390 мм, а ширина и высота — по 190 мм. Для создания 3 отверстий применяются 60-миллиметровые трубы, предварительно обработанные угловой шлифовальной машиной так, чтобы в итоге они приняли вид конусов. Вместо них можно установить деревянные бруски или наполненные водой бутылки.
Независимо от того, какой материал использовался для изготовления отверстий, необходимо его закрепить. Именно для этого предназначены перемычки, соединяющие две короткие стороны. Чтобы проще было засыпать раствор, форма для шлакоблоков должна иметь горловину. В идеальном варианте конструкция крышки оснащается прижимным механизмом.

В первую очередь стоит отметить, что не существует универсальной технологии производства шлакоблока. Пропорции раствора составляют 7:2:2:2 (шлак, песок, гравий, цемент и вода). Также в качестве наполнителя вы можете использовать золу, опилки, гипс, кирпичный бой.
Чтобы шлакоблок был пластичным, рекомендуется добавлять примерно 5 грамм пластификатора во время вибролитья. Благодаря этому повышается прочность стройматериала, устойчивость к низким температурам и водонепроницаемость.
Конечно, в маленьком проекте бетон для шлакоблоков можно делать самому. Но если вам нужно большое количество этого стройматериала, то необходимо автоматизировать процесс с помощью электрической бетономешалки на 0,2-0,5 кубометра.
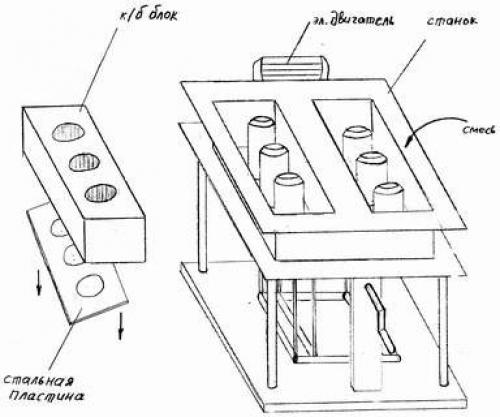
Как сделать вибростанок
Во время постройки большого проекта изготовление шлакобетона своими руками становится тяжелой и неблагодарной работой. В таком случае идеальным вариантом является станок для шлакоблоков. Для этого необходимо:
- высокооборотный электродвигатель с 2-мя валами мощностью 0,6 кВт;
- 3-мм лист железа;
- арматура диаметром 12 мм;
- электросварка;
- болгарка;
- труба 75 мм в диаметре и длинной приблизительно 1,5 метра.
Подробная инструкция по изготовлению станка:
1. вырежьте из листа матрицы с расчётом на 2 блока — в результате должен получиться короб с одинаковыми отсеками;
2. нарежьте 6 кусков трубы (по длине как высота цилиндра);
3. придайте цилиндрам конусообразную форму — пропилите их до середины, обожмите тисками и заварите с двух сторон;
4. установите цилиндры в ряд по длине блока и соедините (расположение должно соответствовать отверстиям на заводском шлакоблоке);
Больше информации о станках для изготовления блоков — в данном обзоре .
5. сделайте пропилы посередине каждого отсека;
6. приварите с обратной стороны проушины;
7. припаяйте 4 болта под крепежные отверстия двигателя на наружной стороне поперечной стенки;
8. со стороны загрузки раствора установите фартук и лопасти (по краям станка);

Действительно рабочий законный способ экономии.
Это нужно знать каждому!